1. Introduction
From the stone age to the industrial revolution, materials have been the corner stone of each step of the evolution of mankind, and are still dictating our capacity to evolve benefiting from the emergence of new technologies that cover either the way to design new materials or the philosophy to manufacture them to reach new materials microstructures.
Aircraft design changed through the ages, in symbiosis with the development of new materials. However, the need to have lighter and more performant aircraft was always the driver for aircraft materials innovation.
Since Leonardo Da Vinci’s 15th century flying machine, the “ornithopter” (fig. 1), materials were defined in the design. With a wingspan that was over ten meters, Da Vinci idea was to have a frame made with pine covered with silk to have a light but strong structure. Da Vinci sketches and ideas were the predecessor to modern age aircraft design.
Fig. 1. Leonardo Da Vinci Design for a Flying Machine, c. 1488.
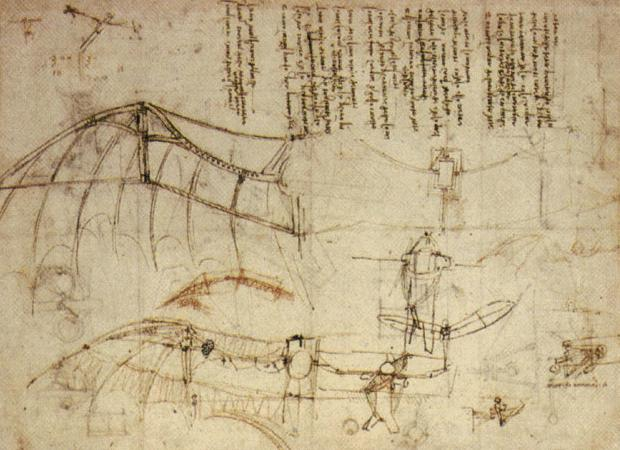
(Leonardo Da Vinci, Design for a flying machine, c.1488, Accessed on 06/05/2020, domaine public, http://www.drawingsofleonardo.org/)
In the early 1900s, the same philosophy was used by the Wright brothers for the mainframe of the Kitty Hawk: timber wood covered with fabric. The same was chosen for the fuselage of the Blériot XI monoplane in France.1 The main criteria of material selection for the design of aircraft was minimum weight and maximum strength, the reason why wood was considered the best material. Weight was the main criteria and had to be at its lowest since the aircraft had to be powered with the low power engines available at that time (<110kW). Wood was the answer because it was the most available material, with well-known properties and already used in structural applications such as ships, bridges and houses building.2 However, because of its highly anisotropic3 and variable mechanical properties, and its low environmental resistance it became less viable for the aeronautical applications. It is still used for some components (spars, ribs, longerons, stringers) in some small ultralight, aerobatic aircraft that carry low loads.
With the increase of the use of aircraft, key criteria have changed over the years to include toughness, durability, cost and availability.
The late 1920s have seen the switch from the wood structure to the all metal structure driven by the evolution of design criteria of jet aircraft and helicopters at the beginning of World War II. This switch was embodied by the Boeing 247D in 1933 and the Douglas DC in 1935.4 After WWII, the need for high-altitude flight requiring pressurised cabins in the 1940s changed radically the material selection philosophy for the airframe, fuselage and engine materials to meet the need of higher performance hence high-strength materials.
Flying experience brought other challenges that was not thought of in the original designs. Damage tolerance and fatigue resistance became main requirements in structural aircraft components when fatal failures occurred in the 1950s.5 It had to integrate considerations linked to corrosion since mechanical failures was shown in many instances to happen where corrosion occurs.6
Materials and processes engineering had to come to the rescue at each step of the evolution of materials selection for the aeronautical industry. It did and still does. It studies the use of the right material, processed with the right technology to achieve the needed performance of a component at the lowest possible cost. Since the 1980s, it integrates other requirements linked to environmental considerations. As a matter of fact, aircraft fuel consumption for example is now not only considered a cost issue but also an environmental problem since it implies the emission of greenhouse gas. Also, materials and processes selection to improve surface performance of components (corrosion, wear, abrasion) must reconsider the use of toxic products such as cadmium or chromates in the chemical processes. Environmental laws have restricted several products and is getting more stringent.7 It is now one of the most important focus in the strategic plan of the aircraft industry, expressed in the last International Civil Aviation Organization (ICAO) environmental report, for the development of sustainable alternative technologies.8
Materials and processes selection decision making for aircraft design is a difficult task, involving a trade-off between mechanical and environmental requirements, as well as economical considerations by keeping in mind sustainability for the planet and humankind health and wealth. It has to be done fast and with minimum cost.
This is how new approaches came to the rescue. In the 1990s materials science and engineering had evolved and a revolution in the development of the materials by design approach started, away from the trial-and-error development methods used so far. This approach is based on materials science and technology knowledge accumulated through the years and gathered in modern data bases. It takes advantage of the evolution of computational and materials characterization tools as well as advanced statistical analysis methods.9 Following this philosophy, the 21st century marked the shift to a new era of materials selection a new discipline, integrated computational materials engineering (ICME), came out and start transforming the way to design products through the design of the material and the processes that they would be made of and with. This approach accelerated innovation by cutting the materials development cycle time by half and showing a faster and more efficient way to offer to the industry new materials and processes for a given application.10 The aircraft industry is taking advantage of this approach11 and several materials are showing up in “no time” to resolve the multiple criteria of materials selection for aircraft components design that evolved through the years as shown in fig. 2.
Fig. 2. Historical timeline showing the introduction of design criteria for materials selection for aircraft components.
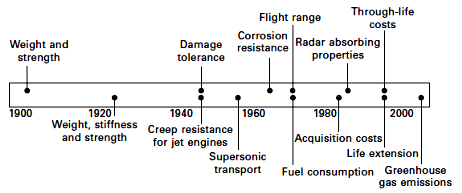
(A. P. Mouritz, Introduction in Aerospace Materials (Sawston: Woodhead Publishing Limited, 2012), p. 15)
Materials selection of the three mains structures of an aircraft, airframe, engine and landing gears, will be considered in this article. Power and control systems are the brain that drives the function of these structures, but they will not be addressed here.
2. The choice of aluminum (Al) alloys – the oldest “flying” metallic material
Aluminum is the oldest metallic material used in the aircraft industry. The Wright brothers used it in the propulsion system of their 1903 first airplane. The selection criteria had to cover the need to power their aircraft with a 15kW engine without increasing drastically its weight. They had to mount their cast-iron four horizontal inline cylinders in a crankcase that would also carry the engine cooling water which evaporation provide the hot air needed for the fuel combustion. Light weight, low thermal conductivity and corrosion resistance were met by cast aluminum-base alloy with 8% weight (wt) copper (Cu) they have selected for the crankcase.12 The raw material was provided from a local Pittsburgh company, renamed later Alcoa (Aluminum Company of America). The Wrights opened a new era for the use of aluminum alloys in the design of aircraft engines.
In the 1920s, aluminum alloys replaced wood for the wing, the fuselage and the airframe design of larger aircraft that had to support higher pressure loading that wood could not withstand. In addition, low weight requirements had still to be met which aluminum alloys provided with its 2.8 g/cm3 density compared to other existing materials such as steels with a density more than twice that of aluminum. Not to forget its cost that is below all materials used in the aircraft industry, wood included, given the abundance of this material but mostly thanks to the technological breakthrough that happened in 1886 with the discovery of its cost-effective Hall-Héroult extraction process. Before this revolutionary discovery, aluminium was considered as precious as silver because it was very tricky and complex to extract it from its ore, bauxite. C.M. Hall (and his sister Julia!) in Ohio (USA) and P. L. T. Héroult in Paris (France) worked, simultaneously and unknowingly, on an electrochemical efficient process.13 It was commercialized by the Pittsburgh Reduction Company that became Alcoa Inc. Since its discovery, the evolution of science and technology permits the drastic increase of the process efficiency,14 and addressing its major environmental issues15 changing radically the perception of aluminium.
Aluminum alloys offer a wide range of properties linked to their chemistry, their mechanical processing and heat treatment. Their tendency to harden by ageing was discovered in the early 1900s by Alfred Wilm.16 He noticed that after water quenching, aluminum alloys hardness changes with time at room temperature, and could be accelerated at higher temperature. This phenomenon called precipitation hardening, controlled by time and temperature, allows Aluminium alloys to achieve a myriad of mechanical properties and made them ideal candidates for critical parts such as airframes, landing gears components, nacelles and gearbox casings for engines. Aluminum hardening could happen only if the material is alloyed with other elements such as copper, zinc, manganese, magnesium but alloying reduces the corrosion resistance of pure aluminium. It is in the late 1920s that different methods to improve the corrosion resistance of aluminum alloys were developed: cladding with pure aluminum, anodizing. Anodizing is a process that produces, by chemical reaction between an acid solution and the surface, a thick resistant aluminium oxide very effective to protect the alloys against corrosion in aggressive environments. These processes added attraction to aluminum alloys.
In the 1930s, Alcoa issued the first version of a high-strength aluminum alloy that was used for the DC3, the first all-aluminum commercial aircraft and number of US planes during World War II. It is believed that aluminum contributed to the fall of German Nazis. Between 1933 and 1938 Germany was the largest producer of aluminum, principal element needed to build airplane military fleets for combats while the other countries faced aluminum shortage. Electricity shortage put Germany behind, electricity being the main energy needed for the extraction of aluminum from bauxite, its principal ore. Because of the abundance of hydroelectricity in the US and Canada, the allies had more than enough aluminum to build their military aircraft. Did this historical role that aluminum played during WWII helped it keeping its advantageous spot in the aircraft industry? The realistic (and less romantic) way to answer this question, is to say that aluminum availability, affordability and density played the biggest role in an industry where cost and weight were, and still are, the biggest challenges.17 The effort to increase aluminum alloys strength was pursued far beyond World War II, and several high-strength aluminum alloys were developed for the aircraft industry to increase their specific strength. The 7000 series (aluminum-zinc, Al-Zn, based alloys) are the highest strength aluminum alloys used in the industry, closely followed by the 2000 series (aluminum-copper, Al-Cu, based alloys). The development of these alloys had overcome several issues encountered at the early stage of their use. For instance, the damage tolerance criteria were introduced in the design of 7000 and 2000 high-strength Al-alloys aircraft components when three Comet jet airplanes crashed in the 1950s due to premature fatigue failure in high stress concentration areas of the fuselage.18 These alloys with improved chemistry and heat treatments, developed in the 1970s, are still used today for airframe and several landing gears components in new aircraft.
The quest for higher specific strength for aluminum alloys increased in the 1980s, and aluminum-lithium alloys (Al-Li) with their lower density made their way. The role of Li on Al-alloys strength was studied very early in the 20th century. This development was accelerated during the cold war in the United States and the Soviet Union where the first Al-Mg-Li alloys, with the lowest density ever achieved for Al-alloys, were used for the fuselage of the Soviet VTOL (Vertical take-off and Landing) Yak-36 and Yak-38 jet fighters in the early 1970s. It was shown that 1wt % Li in Al provides a density reduction of 3%, while increasing modulus of elasticity by 6%. The first modern Al-Li alloy was developed in the early 1980s by adding Copper (Cu). It was followed in the 1990s by the second and third generation of Al-Cu-Li alloys with different Li/Cu ratio. The newly developed third generation (alloys: AA2395, AA2055, AA2099, AA2196 and AA2043) offers, in addition to the weight advantage (density 2.6-2.7g/cm3), an increase of strength, fracture toughness, fatigue life and corrosion resistance by a wise combination of alloying elements and thermomechanical processing capable of shaping the optimum microstructure. Designers add it in their choice for enhanced design despite their manufacturing cost.19 These alloys are used in the form of sheet, plates and extrusions, which processing is the guarantee of achieving the enhanced properties. Unlike the conventional 2000 and 7000 series, third generation Al-Li alloys give their best when they are extruded not die-forged, which limits their use for large landing gear components (main fitting, shock strut cylinders). However, they can be found in different aircraft structure components such as, to name a few, the longeron and bulkhead of the F16 fighter jet as a replacement of the conventional 2124 alloy, in the inner wing structure of Airbus350 and lower wing skin of Airbus380. Because they offer good cryogenic properties, they are used for aerospace launch vehicles and cryogenic tankage for the Space X Falcon 9 fuel and oxidizer tank and the US Space Shuttle external tank.20 In the Bombardier commercial jet, the C-series (now Airbus A220), Al-Li alloys constitute 24% of the lower wing, stringers and the fuselage skin. They provide a weight reduction of 25% for the lower wing compared to the traditional 2000 Al-alloys series when their density and damage tolerance capabilities are used in the design (fig. 3).
Fig. 3. Estimated weight savings for the lower wing skin of Bombardier C-series (2024:tradional Al-alloys, 2199: Al-Li alloys).
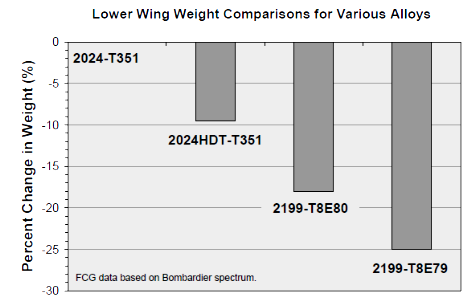
(C. Giummarra, “New Aluminum Lithium Alloys for Aerospace Applications”, proceeding of the 3rd international conference on light metals technology conference, 24-26 september 2007, Saint-Sauveur, Quebec (Canada), Kumar Sadayapan and Mahi Sahoo Editors)
Al-Li alloy is employed for the fan blade of the PW1000G Pratt & Whitney Pure Power geared turbofan that powers the C-series. For this application, former fan blades generation was made with 3D woven fiber reinforced Polymer Matrix Composite (PMC) but Aluminum-Lithium opened the era of hybrid metallic fan blades and won the battle against PMC (fig.4), the main competitor of Al-alloys which development is based on its very attractive high specific strength. The incentive behind the huge R&D effort that the aluminum industry has put for the development of the Al-Li third generation is certainly to get ahead PMC.
Fig. 4. The Evolution of fan blade design at Pratt & Whitney.
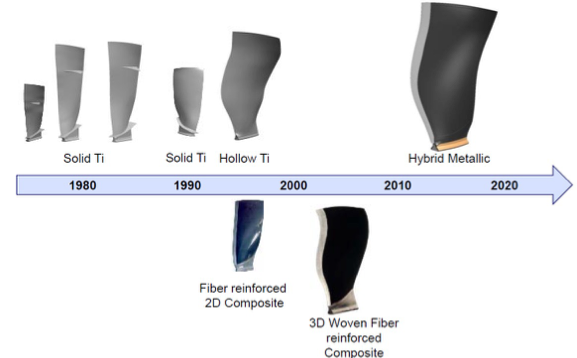
(A. Epstein, academieairespace.com, the Pratt & Whitney Pure Power Geared Turbofan engine, 2015, accessed on 05/09/2019: https://academieairespace.com/wp-content/uploads/2018/05/prattw.pdf)
Aluminum alloys were the main materials used for commercial jet until the advent of polymer matrix composites (PMC), but the race is not over. Even though there is an increase tendency to use composite materials for the airframes of aircraft, Al-alloys are still about 60% of the structural weight of a transport aircraft. The Aluminium industry along with the aeronautic industry is still putting a lot of effort and resources to develop higher specific strength materials by adding new alloying elements in existing alloys. Scandium is a rare earth that could be the next element to revolutionize the use of aluminum alloys.21
3. The use of high-strength steels in the aircraft industry – Providing strength
Steels are basically an alloy of iron (Fe) and carbon (C) that may contain additional alloying elements depending on the properties needed. Carbon provide hardness and the other elements such as chromium, nickel (Ni), vanadium (V) and other transition elements provide corrosion, wear, and improve toughness of high carbon steels. Carbon is the element that governs hardening of steels by heat treatment. The secret is “Martensite”. Martensite is an iron-carbon metastable phase produced in steel microstructure by shearing the atomic arrangement of iron when it is quenched from high temperature.
Iron, the steels base metal, marked the history of mankind with “the iron age” and has nothing to envy to aluminum. However, it is not the “aerospace sweetheart” material as aluminum was (and is). Steel consumption in the world amounts to more than 90% of all metals and is only 5 to 8% of the airframe weight in aircraft and helicopters, and 7 to 20% of the total weight of commercial and military aircraft. Nevertheless, steels are the materials that provide the highest strength compared to all other materials.22
Thus, their use is limited to safety-critical structural components, and for parts where space is limited in the aircraft. They are mainly found in landing gears and engines, and very little in the airframe. This limitation is linked to weight limitation criteria in the design of aircraft aerostructure. With a density ranging from 7.75 to 8.05g/cm3, steels compensate with their high strength that provides a specific strength more attractive for high load bearing parts.
High-strength steels’ maximum resistance ranges from 1500 to 2300 Mpa compared to high-strength aluminum alloys (500-700 Mpa) and carbon-epoxy composite materials which strength varies from 750 to 1000 Mpa.
Low-alloyed high-strength steels are the main materials used for landing gear parts (low-alloyed refer to alloying elements amount lower than 5wt %), wing root attachments and flap tracks in the airframe as well as for some engine pylons design. The low-alloyed steel named 4340 that was developed during World War II was the primary steel used at the early age of modern aircraft industry. It was modified through the years by adding low amounts of silicon (Si), vanadium (V), molybdenum (Mo) and increasing carbon (C). This gives birth in the 1960s to the 4340M (or 300M) with higher static and fatigue strengths (from 1930 to 2070 Mpa for the ultimate tensile strength), higher temperature capability without reducing toughness and ductility.
The introduction of the vacuum arc remelting technology in the early 1950s as a new solidification process, improved the cleanliness, thus the durability of either low-alloyed or high-alloyed steels that are still used today for new designs. It improves drastically landing gear design that needed materials that support loading during landing, taxiing and take-off, but also allows designing smaller landing gears for aircraft that are in need to reduce the size of landing gear wells during the flight.23
Despite their success, high-strength low-alloyed steels are not always the ideal materials for critical components that should have high damage tolerance. Fracture toughness being a very important property for such components under continuous high dynamic loading, low-alloyed steels are not the best in class, especially in conditions where corrosion is likely to occur. In addition, they are not able to withstand high temperatures given the instability of Martensite that soften when temperature increases. The maximum temperature these steels can bear is around 300°C.
In the 1980s, the Russian industry via the All-Russia Institute for Aircraft Materials (VIAM) pushed for the development of new steels (the VKS series), called “high-strength medium alloyed steels”. These steels are medium carbon steels (%C lower than in 300M) with the same alloying elements than 300M except cobalt was added, as well as silicon, nickel and molybdenum, with amounts not exceeding 3wt % and 7wt % for the highest. VIAM worked with the chemistry of the material without drastic changes, but mainly on the thermo-mechanical processing. 24 In the wake of the 21st century, they achieved strength as high as 2300 Mpa with a fracture toughness almost twice of 300M steel, and higher temperature capabilities for the highest Silicon content version (550°C).25
Thus, adding more alloying elements in steels to achieve higher steel performance was essential. In the 1960s, in the middle of the cold war, the USA and the Soviet Union, developed different classes of high-alloyed steel with high-strength and improved fracture toughness for high load bearing components with high Nickel, Cobalt and Molybdenum content. Their development was driven by the ambition of engine designer to build more efficient and more reliable components in a very competitive field. The so-called Maraging family was born. It has very low carbon content (<0.03wt %), and with a tensile strength ranging from 1780 to 2400 Mpa they were used for industrial applications other than the aircraft industry (chemical plants, tool, dies).26
It is the high amount of alloying elements (up to 35wt % in total) that are in the heart of the hardening mechanism of these steels. This mechanism is different from the low-alloyed steels’ that are hardened by high carbon Martensite. Even if the basic microstructure of these steels is still Martensite (but low-carbon), the hardening is provided by a microstructural mechanism called “precipitation or secondary hardening” which is the formation of very small precipitates within the Martensite matrix. This hardening mechanism provides higher fracture toughness and temperature resistance that make them the best candidates for engine load bearing parts, especially for turbine shaft that requires high fracture toughness and ultra-high strength at high temperature.
In the late 1980s, the first born of the Aermet family (Aermet 100) was developed to fulfill a need for tough and strong material for the arresting shaft of the US Navy F/A18 fighter aircraft. This class of steel has a carbon content higher than the Maragings (0.2-0.3wt %) with a tensile strength varying from 1930 to 2400 Mpa. More recently, General Electrics developed a new material close to the Aermet, GE1014, for the engine shaft of the GE90-115B, the GEnx engines and the Rolls Royce TRENT1000. It was followed in France by the ML340 steel developed by Aubert&Duval and pushed by Snecma, the French aircraft engine company now owned by Safran Group. ML340 (2200 Mpa), is very close to the Aermet family, but with lower Cobalt content to respond to more demanding requirements for the new Leap engine that powers the A320Neo and the B737Max.27 The main shortcoming of high-alloyed materials is cost given the high amount of less affordable alloying elements, especially cobalt, and because of their longer heat treatment cycle compared with low-alloyed high-strength steels. Aermet and Maraging steels were developed in the United States driven by military applications. However, these materials could not beat low-alloyed steels for landing gear components. Their use for landing gear parts is still confined to military aircraft. Despite their lower fracture toughness, low-alloyed steels, mainly 4340 and 300M steels are still very popular. The reason is that damage tolerance concept that requires higher tolerance to crack propagation and high fracture toughness is used only for the design of military aircraft landing gears. Commercial aircraft landing gears designers still use the “safe life” approach to design critical parts which is built on the (unrealistic) assumption that components will achieve the designed life (determined by testing and modified by a safety factor) without the development of damage. Low-alloyed high-strength steels can then make it.
One common Achille’s heel of all these steels, either the low-alloyed or high-alloyed steels, is their poor corrosion resistance. Corrosion is a big issue for high-strength steels because it can induce failure by stress-corrosion cracking and reduces drastically their fatigue resistance. Thus, they must be protected with coatings along with several layers of primer and paint. Despite these precautions, main interventions in maintenance and overhaul are linked to corrosion. As a matter of fact, corrosion is the reason of the rejection of more than 80% of parts, mainly low-alloyed high-strength steel parts, during the overhaul of landing gears. In addition, environmental regulation comes into the picture to restrict corrosion protection coatings, extensively used for steel parts, that use hazardous chemicals such as cadmium and chromates.
Even though the aircraft community is putting a lot of effort to replace these products, the challenge is still on. One way to go around it is to use stainless steels that will not require to be coated for corrosion resistance. Stainless steels are defined as 12wt % chromium minimum steels. Traditional high-corrosion resistance stainless steels are low-carbon steels with high amounts of chromium, nickel and molybdenum that provide the good corrosion resistance. However, their low carbon content prevents the formation of martensite which is needed for high strength. In the wake of the 21st century, the US Department of Defense mandated Questek, a Materials by design company, to find a material as strong as low-alloyed high-strength steels but with better corrosion resistance for aircraft landing gears. Over two years a new material, Ferrium S53, was developed for critical landing gear parts and was used for the roll pins of the C-5 military aircraft, the truck beam of the Kerosene carrier KC135, the Main Landing Gear piston of military training aircraft T-38 and T-45 and was qualified for the Sikorsky MH-60S helicopter rotor shaft. Ferrium S53 opened a new era of e-materials developed mostly behind a computer than in front of a laboratory furnace.28 A big deal of other materials was born from the same approach to cover different needs, from military helicopter transmission gear boxes, to high performance stainless gear and bearing steels for the Navy.29 However, these steels did not make their way for commercial aircraft mainly because of the cost and certification requirements that are more stringent for commercial aircraft, a path that military aircraft don’t have to go through.
A big activity is ongoing around the development of new high-strength steels for aircraft applications. It triggered a huge movement in the materials science and engineering world and opened new ways of designing and developing materials and processes. Even if the landing gear industry for commercial aircraft is behind, it is still to see if the environmental pressure will push toward the development of new coating solutions for the existing steels or the adoption of new steels. The aircraft engine builders don’t have to ask this question. All the steel development for the whole aircraft industry was driven by the engine builders, thus the industry has already on the shelf a load of new steels that fulfill all the aircraft component requirements. Today, the remaining challenge that the aircraft industry must deal with, is cost and raw material availability.
4. Titanium alloys – the “in-between” material
Titanium (Ti) was named after the titans, the giants of the Greek mythology, sons of mother earth (Gaia) and father sky (Uranus). Matthew H. Klaporth, the German chemist who identified its oxide, Rutile, in 1795, gave it this name, a premonition to what titanium will become. In the 18th century, titanium was known by its ores, Rutile a Ti-oxide and Ilmenite a combined Fe-Mn-Ti oxide.
The history of titanium is a contemporary one, it does not go to ancient ages like iron. Pure titanium was extracted in the beginning of the 20th century (1910), more than 200 years after the first discovery of its ores (ilmenite, rutile) in 1791. M. A. Hunter gave his name to the first known process for the extraction of titanium by sodium reduction. Despite the attractive form and purity of the Ti product, the low efficiency and control of this process remained an issue. In 1932, William J. Kroll started the extraction of ductile titanium and developed in 1938 a better controlled method known today as the “Kroll process”, that beat the Hunter process and became the basis of modern titanium production.30 The process involves high temperatures to extract Ti chlorides from the ores (950°C) and then reduce it with magnesium (Mg) to produce Ti sponge (so called because of the porous nature of the product) that is crushed and packaged into “drums”, the form in which Ti is sold. The high energy needed for the metal extraction process and its low efficiency play a big role in the cost of Ti, therefore scientists did not give up on working to discover new methods for a lower cost and better Ti product,31 what the aircraft needs badly!
Titanium density (4.5g/cm3) is between aluminum and iron, and is the fourth more abundant metals after aluminum, iron and magnesium. Since its first extraction as a metal, it was clear that it has excellent corrosion resistance and interesting mechanical properties that combine strength and ductility. Thus, it did not take long since the aircraft industry identified it as the material of the future in a situation where it was clear that strength to weight ratio is crucial for the industry. In 1950, the “Titanium industry” was launched in the USA, Soviet Union, Japan and United Kingdom. Titanium is the only post-war material but is definitely the “cold war material”. In the USA, the US Air force took under its wing the development of Ti-alloys for jet engine applications. General Donald Putt, the Air Force Research & Development representative declared in 1949:
Our materials problem is the major limiting factor in our present performance of jet aircraft and engines… Much work has been done on high-temperature steels, including employment of alloying elements such as Columbium (Niobium) and chromium. Titanium is coming into the picture very definitely. It has particular attractiveness because it is not a strategic material. There is a lot of it right in the earth around us.32
This sets the tone for the aircraft industry development initiatives of Ti-alloys.
In the late 1950s tremendous scientific knowledge was reached on the microstructural characteristics of Ti-alloys, and around their mechanical behaviour. In the UK, new titanium alloying production plants made billets and forged bars by forging Ti-alloys ingots and converted them in useful shapes. They took advantage of the UK steel forging industry wide experience in the matter. In 1957, 5 different Ti-alloys were produced by Titanium, ICI Metals Division (now IMI-Imperial Metal Industries) in Birmingham (UK). The R&D effort showed the importance of some alloying elements such as aluminum for the high temperature resistance, as well as vanadium, molybdenum and chromium for strength. The impact of these elements on the microstructure and hence the mechanical properties was studied extensively. The microstructural changes that these alloys experience during heat treatment were investigated and the now well-known classes of Ti-alloys has been established (alpha, alpha-beta and beta classes).33
So, why titanium alloys are not all over the place in the aircraft? Ti density, strength (higher than aluminum) that could be retained up to 600°C (higher than all high-strength steels), its particularly high corrosion resistance that don’t require corrosion resistance processing and coating (unlike aluminum alloys and steels), its availability all over the world (Americas, Europe, Asia, Africa, Australia), made it the best candidate for an industry desperately in search of cost and weight reduction. What’s the deal?
When titanium production industry started booming in the 1950s, the aircraft industry was not the only recipient of the metal. The predominant users of Ti ores are the producers of pigments for paints. In the 1970s only 10% of the Ti ores was utilized for Ti metal production. In addition, the two minerals used to produce Ti are, as noted previously, Rutile and Ilmenite. The production of Ti from Rutile was preferred since the beginning because of its availability as sand. The world reserve of Ilmenite is mainly available in rocks. Sand is easier to introduce in a manufacturing process, hence the extensive use of Rutile. However, Rutile is much rare and since the 1970’s the reserves of rutile were depleted.34
In addition to the availability issue, and despite all the impressive work done a decade after launching the programs for the development of Ti-alloys for the aircraft industry, a lot had to be done. The enthusiasm around the development of Ti-alloys had to be refrained to address different issues that the aircraft industry takes seriously.
In the US, the development of Ti-alloys after General Putt declaration could not be retraced as in the UK, except for the medical use, certainly because it was confined to military applications that were kept in absolute secrecy. The first known aircraft design program that used Ti-alloys was the Lockheed A-12 reconnaissance aircraft produced between 1962 and 1964 that was constructed mainly with titanium. It was followed by Lockheed SR-71 blackbird highly classified program that flew from 1964 to 1998. The aircraft was 93% made of Ti-alloys. The alloys used in this program were ironically bought from the Soviet Union under many disguises to prevent the Soviets to discover their real use.35 According to Clarence L. Johnson,36 the brain behind the SR-71 Blackbird, it was Ti-alloy B120 that was used for the forward fuselage, the skins and the wings, Vanadium-Chromium-Aluminum alloy and belongs to the -Ti alloys high strength family (1172 Mpa, tensile strength in the solution and aged condition). Titanium alloys were the only alternative for the wings given the surface temperature (up to 320°C) reached during the high-speed flights. Two other alloys were used, A1110AT, and extruded C-120AV for the fuselage longerons. The latter is the well-known Ti64 alloy, the most used Ti-alloy in the industry, including the aircraft industry.37
We now know that during the development and flight of the SR-71 program, NASA, Lockheed and its suppliers (Titanium Metals Corporation now TIMET, Wyman Gordon) used the aircraft as a flying laboratory to advance knowledge on the materials used and file several issues posed using Ti-alloys: The sensitivity of the material to chlorine and other halogens found in water and other solutions used in manufacturing, the incompatibility with cadmium-plated tools, sensitivity to some cutting fluids, machinability issues, forging of large components such as nacelle rings and landing gear parts. The R&D was done in the same time as the production of the aircraft!
Nearly at the same time than in the US, the Soviet Union decided in the early 1950s to invest in the development of Ti-alloys. The technology to produce titanium ingots, meeting the aircraft cleanliness requirements was ready in 1954. The next step for the Soviet Union was to develop and produce in a time span of maximum 6 years, two types of Ti-alloys, high-strength and high-temperature resistance38 to get ahead of the US in the race to space. In 1961, high-strength Ti-alloys with tensile strength up to1200 Mpa (VT22m, VT31, VT32 and VT15) were ready and used in the “Lunokhod”, the first lunar rover sent in 1970 to the moon. High-temperature alloys were developed to withstand temperature up to 600°C.39 The Soviet Union worked on the development and certification of all classes of Ti-alloys. Unlike the US that had problems to forge large components for the SR 71, the Russians used their experience and infrastructure (large presses) already in place to produce Ti-alloys near net shape forgings to reduce the material removal by machining. Several works were conducted to understand the forging process and its impact on the microstructure of different Ti-alloys; the idea is to keep the same alloy chemistry and change the process to improve the mechanical properties. The Ti-alloys developed in Russia found their applications in several Russian aircraft programs either military or commercial.
Titanium saga is unique, it is the most recent material known for the aircraft industry (70 years) and still it was used for critical application at its youngest age (around 15 years after its inception). Its history is paved with hope and deception. It was thought at the beginning that it will resolve material cost issues because it is not a strategic material. However nearly 20 years after the beginning of its industrial use, the planet was depleted of one of its important ore, rutile, and the reduction of the remaining one, ilmenite, is a very touchy and energy-intensive process. Thus, the cost advantage was eliminated from the titanium file.
All the challenges faced during the early days of implementing the new developed materials are still today’s challenges: Hydrogen and halogen embrittlement, sensitivity to different chemicals that impact the mechanical integrity, machinability where Ti-alloys rank way behind aluminum and high-strength steels. The industry implemented production specifications and control to prevent some of them and is still working on new processes to minimize or avoid others.
These efforts are maintained because titanium alloys are still those materials that provide a very interesting specific strength (strength over density ratio) given their strength that is higher than aluminum alloys, and density that is lower than steels. This justified their use in recent programs for large landing gear components as in the Airbus380, 40 the truck beam of the Boeing 777 main landing gear and Boeing 787 that are made with the high-strength Ti-alloy (Ti10-2-3).
In 40 years of development and innovation, the combination of strength and fracture toughness in Ti-alloys was improved (fig.5).
Fig. 5. Titanium alloy development progress for strength and toughness.
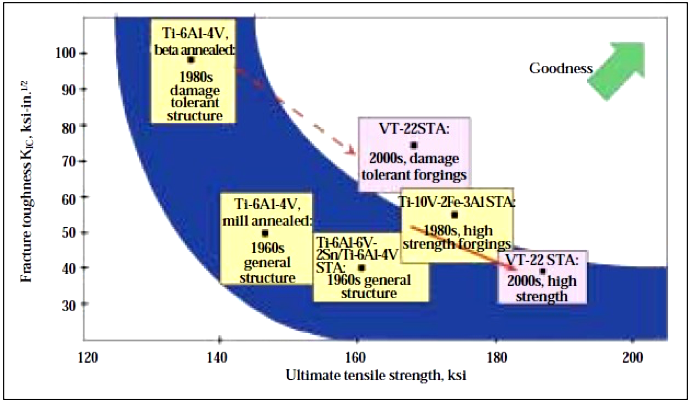
(B. Smith, “The Boeing 777”, Advanced Materials & Processes (September 2003), p. 41-44)
In addition, compared with Al-alloys and high-strength steels, Ti-alloys are the most heat resistant. Some alloys are used for up to 450°C for compressor disks, exhaust and tail cone in engines.
Where Ti-alloys are certainly unbeatable is for corrosion resistance applications. Unlike Al-alloys and steels that need surface treatments to assure their corrosion protection, Ti-alloys are stand alone. They have this ability to produce spontaneously in most aircraft operation atmospheric conditions, a very protective thin oxide layer much more protective than the Alumina layer on aluminum alloys. Because of their corrosion properties, Ti-alloys are the only metallic material compatible with the Composite-Carbon Fibers reinforced Polymers (CFRP). When joined with CFRP, all other metallic materials in natural environment undergo galvanic corrosion, except for Ti-alloys which explains the increase of Ti-alloys use in aircraft where CFRP composite materials are extensively used.41
For the metallurgist point of view, titanium is one of the most interesting metal. Its alloys provide a variety of microstructures that impact the properties of the materials and tremendous work was done to understand this relationship. A load of data on the ore reduction, the ingots solidification, thermo-mechanical processing and heat treatment impact on the microstructure of different Ti-alloys was gathered through the years and they can be the basis to put together an accelerating computational approach to address the challenges that are in the way of further development of Ti-alloys and make further technology breakthrough42.
5. Nickel superalloys “power” – feeling the heat
Nickel (Ni) superalloys are the main metallic material that we can think of when we talk about very-high temperature applications. Why is high-temperature needed in aircraft? It started when the concept of jet engine for aircraft – the aircraft power plant – emerged in 1937, independently brought by Hans Von Ohain in Germany, who flew the first jet engine airplane, the HE 178, in 1939, and Frank Whittle in England.43 The jet engine concept was to replace piston engines that were heavier and less efficient. It became clear that producing hot air is essential to lift an airplane.
The air brought from the engine fan (fig. 6) is compressed, which increases its temperature dramatically before it goes into the combustion chamber and mixes with fuel that burns fiercely rising the temperature of the air. The gas produced by the combustion (mixture of air and fuel), heated at around 650 to 1150°C expanded through the turbine blades causing the turbine rotation (that drives the shaft that rotates the fan) and giving rise to a considerably high amount of energy that is liberated through the engine nozzle producing the thrust that will propel the airplane forward.44
Fig. 6. Diagram of a typical jet engine showing the air/gas path.
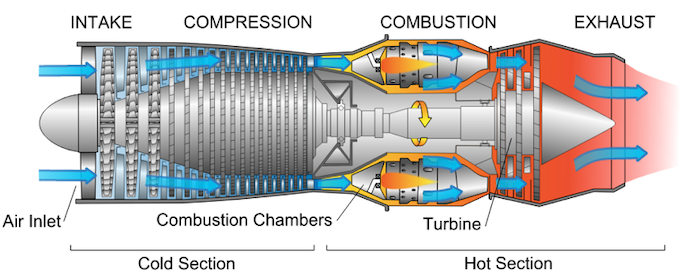
(Jeff Dahl, 2007, Jet engine, GNU Free Documentation License, accessed on 19/09/2019: https://commons.wikimedia.org/wiki/File:Jet_engine.svg)
The temperature of the gas blowing from the combustion chamber to the turbine determines the thrust. The higher the temperature, the higher the thrust.
Thus, the Olympics motto “Citius, Altius, Fortius” (faster, higher, stronger) became the engine designers’ motto. Fulfilling these three commandments needs appropriate materials, strong with high temperature capabilities: it was the inception of superalloys!
Superalloys were named after their capability to withstand what is found in the hot section of an engine, i.e. high temperature, high stresses, highly oxidizing environment without exhibiting creep deformation or surface deterioration. Thus, they must have a chemistry that gather different alloying elements that will bring together all the required criteria.
As it happened for most the other metallic materials (except Ti), development acceleration of superalloys happened during World War II, with the discovery of the secret ingredient of their high temperature mechanical performance, a tiny microstructure phase called gamma prime . In the 1950s, when turbine engine technology was adapted to commercial aircraft, nickel (Ni) superalloys development exploded in a world where the race for the faster, more reliable and dependable engine was on. The development of Ni-superalloys is the most fulfilling exercise for materials designers and metallurgists. They must think of microstructures that should achieve several and sometimes conflicting properties, understand their behaviour, define and control their processes. How is it possible to add chrome, this alloying element responsible of reducing strength but necessary for oxidation resistance of Ni-superalloys without reducing its strength? Is it possible to add titanium, aluminum and niobium that are very important to produce the magic phase without producing embrittling phase? How to add heavy elements such as tungsten and molybdenum needed for strengthening without drastically affecting the weight of the already heavy material? Three decades of work and achievement ended up with the development of several alloys in the 1980s and the discovery of new manufacturing technologies to process them.45
The development of Ni-superalloys took advantage of very ambitious programs in the world which scope was to produce supersonic civil transportation aircraft. Even if all commercial programs were terminated because of the very high development cost and low profitability, a big technology shift was made for turbine disk and blades. It was the case of the NASA led program terminated in 1999 that involved Pratt & Whitney and GE aircraft engines, for the developing of new engine propulsion materials for the Mach 2.4-2.6 High Speed Civil Transportation airplane46 and the British/French Concorde that flew from 1976 to 2003.47
Ni-superalloys are used for different critical components of an engine hot section: combustion chamber, high pressure turbine disks and blades.48 The turbine is the heart of the engine and is the most critical components of an engine, and the engine is the critical components of an aircraft. As per the FAA, critical characteristic is “any feature throughout the life cycle of a flight safety-critical aircraft part which, if nonconforming, missing, or degraded, could cause a catastrophic failure resulting in loss or serious damage to the aircraft or an uncommanded engine shutdown resulting in an unsafe condition”.49 This defines the responsibility of each engineer and scientist that are involved in the implementation of Ni-superalloys.
The basic process for all Ni-superalloys part manufacturing routes is vacuum induction melting for producing ingots. The process is very controlled in order to achieve the maximum material cleanliness and prevent contaminants to meet the very stringent requirements of defect contents in the parts. It is these ingots that are remelted to produce the most challenging engine parts, turbine disks and blades. Turbine blades are loaded with high centrifugal forces due to the high-speed rotation of the turbine and receive the hot gases that evacuate the combustion chamber. Thus, they need to be made with a material strong at very high temperatures in a very specific direction. To this end, the processes that are mostly used to manufacture turbine blades are investment casting, and directionally solidified casting.50 In the 1980s a new generation of Ni-superalloys for turbine blades, the “Single crystals” (in opposition to the used polycrystalline materials), SX, bloomed. They were a combination of chemistry and manufacturing optimization that boosted the high-temperature mechanical properties of the blades. Since then five generations of SX were developed to increase temperature capabilities of the turbine blades pushed by the need to increase the thrust of the engine (and thus the performance).51 Turbine inlet gas temperatures of modern engines are bound to reach 1350 to 1450°C if increased engine performance is needed but the melting temperature of Ni-superalloys is around 1350°C and these alloys lose their properties around 1150°C. It is then clear that either turbine blades must be cooled or coated to protect them against overheating. Designers took no chance, both strategies are used today. Cooling passages to allow cooling of the blades are machined and Thermal Barrier Coatings (TBC) are deposited on their surface.
Turbine disks faces the same challenges even though they are loaded differently. It is though still high-temperature properties that are sought. The first generation of Ni-superalloys for turbine disks were produced, as for blades, from ingots. These ingots were vacuum remelted to minimize the presence of defects detrimental to the properties of the product. The final part is then produced from this product by forging in a die, a deformation process that bring the part the closest to its final dimension. The advantage of this process is to minimize the material removal when machining the part to the needed tolerances. For years, turbine disks were manufactured this way until higher engine performance were needed. The idea to use the powder metallurgy route to produce turbine disks emerged in the late 1960s, the scope being the reduction of the defects related to melting and a better control of the microstructure. It took more than 3 decades to produce the new generation of powder metallurgy (P/M) disk alloys from a clean powder by vacuum atomization produced from remelted ingots. The powder is then consolidated by Hot Isostatic Pressing,52 extruded and then the parts are produced by forging. At the end of this cycle, a homogenous, stronger material is obtained. Engine manufacturers such as Pratt & Whitney and GE, as well as Rolls Royce in the UK, developed and patented their own P/M Ni-superalloys for turbine disks. Having stronger materials not only opens the door to increase engine performance but gives the opportunity to design lighter turbine disk.
The very stringent requirements for hot section turbine materials has deflected the attention of Ni-superalloys developers from the weight reduction target that was usually the main criterium for the aircraft materials development. To address environmental requirements that restrict aircraft gas emission by improving the specific fuel consumption of the engine, aircraft designer often work on reducing the weight by replacing materials in other aircraft components rather than in engine. However, Ni-superalloys constitute 40 to 50% of the weight of the engine! As a matter of fact, because of the high density of Nickel (8.9 g/cm3) and of the alloying elements that are usually needed to give superalloys their “super power” (fig.7), Ni-superalloys are the heaviest alloys used in the aircraft.
Fig. 7. Density of alloying elements in Nickel superalloys.
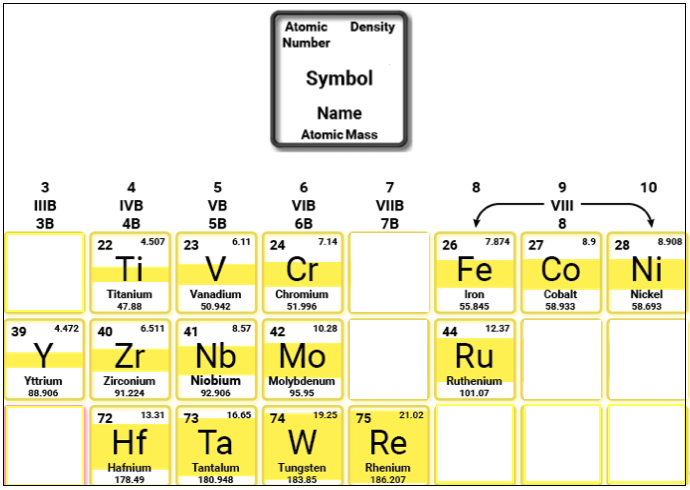
(Nihad Ben Salah)
The increasingly high-temperature material properties sought for engine applications have required the introduction of a wide range of elements from the periodic table for the development of Ni-superalloys, many of them are exotic. Due to geographical and political factors, this makes Ni-superalloys’ production dependent on the availability of these elements putting at risk the whole engine production. Ni-superalloys survival, more than any material, will depend on the strategy put forward to recycle and recover the scarce elements from chips and scraps.53
Weight, element availability and cost are the threats constantly hanging over the engine aircraft industry and are obstacles to any further Ni-superalloys development for hotter engines. Alternatives are considered such as alloys based on higher melting temperature elements (Molybdenum, Niobium) that would withstand high temperature,54 but will not resolve the weight problem. To accelerate such development the industry may benefit from the knowledge resulting from previous works by using the computational approaches that became today an inescapable tool.55 Other alternatives are showing up to replace Ni-superalloys, namely Ceramic matrix composites (CMC). CMC are made of coated ceramic fibers in a ceramic matrix. It could be Silicon carbide (SiC) fibers in a SiC matrix, or Carbon fiber in SiC matrix, or any other combinations of ceramics. They provide temperature resistance 260°C higher than Ni-alloys for one third of the weight. Thus, for blade applications, there will be no need for cooling which will reduce the required cooling flow and increase the efficiency.56 CMC are now used for the shroud segments of the GE-Safran LEAP engine57.
Would CMC be the replacement for Ni-superalloys? It is unlikely that this happens for all components, probably for turbine disk blades, but certainly not for turbine disks and other components where metal ductility is needed.
6. What next?
The criteria that have driven the selection of materials for aircraft design have changed through the centuries and showed the way that materials development should take. Everything started with a dream, the dream to fly, and from there the dream became a reality where science and technology played a large role. An aircraft must take off, fly and land and must be powered with an engine. Each component has a role and need to meet mechanical, dimensional and chemical requirements which is achieved by the selection of the right material at the right place. However, other requirements are rising to make the industry realize its role in the climate change. The aircraft industry must consider seriously the existing regulations that restrict the use of hazardous materials, define limits of carbon emission and impose noise reduction. These new requirements have changed the R&D orientations for more than 2 decades now, to look for alternate coating and chemical processes, define new design, and find lighter materials. This is how Polymer Matrix Composites (PMC) is widespread today in the aircraft industry, which raised another question. What is the impact of the manufacturing processes of the chosen materials on the environment?
Today Life Cycle Assessment (LCA) is a tool that help assessing at the design stage the environmental impact of a product throughout its life cycle, from the extraction of raw materials to its disposal (fig. 8). It should be a trigger of our social awareness and dictate the selection of materials and processes for a given component.
Fig. 8. Life cycle assessment scheme.

(NIST (National Institute for standard and Technology), “Life Cycle Graphic”, n° 201, accessed on 24/09/2019: https://www.nist.gov/el/systems-integration-division-73400/lifecycle-graphic)
LCA is rarely used today in the aircraft industry to define the viability of a material or a process. It is today required for government funded project in Canada. Should it be a requirement? How would it impact the aircraft industry?
Since material processing subject was brought, another question rises, does the industry really need new materials or should it work on new processes to bring answers to performance and environmental issues altogether? As noted in this article, tremendous work has been done in the last centuries on new materials for the aerospace industry with innovative approaches, but not enough on new processes. Hopefully, the emergence of new processes seems to lead to that end. Friction – solid state – welding,58 additive manufacturing, 59 Grain Boundary Engineering (GBE),60 are examples of processes that are trying to make their way into the very conservative aerospace industry. The deep knowledge of metallic materials that metallurgists throughout the centuries have developed is the legacy that would take us further away.